
Суть работы
Некоторые считают точечную сварку дилетантским видом работ. Но это не так. Она широко распространена как в домашних условиях, так и на больших производствах. Соединение двух элементов под нужным углом или положением и называется точечным свариванием.
Главное преимущество, которое имеет самодельная точечная сварка, является то, что такой аппарат может собрать любой человек, знающий основы электрики. Тем более для нее можно использовать детали из сломанной микроволновой печи.
Собранный вами аппарат не будет сильно отличаться от производственного на заводе. Он отлично справится с домашними запросами. Разница состоит лишь в масштабах его использования. Для домашних нужд такой агрегат самое то.
https://youtube.com/watch?v=T7NBIRXRHlQ
Если вы никогда не занимались подобными вещами, то перед сборкой нужно будет изучить некоторые моменты и вникнуть в суть процесса. Тогда сборка будет попроще.
https://youtube.com/watch?v=7VY80MdKfs4
Чтобы сварить нужные элементы нужно для начала их скрепить, как полагается, а потом поместить между электродами устройства. Потом детали нагреваются до пластичного состояния и соединяются между собой.
Нагрев осуществляется под воздействием импульса электрической сети, который длится около 1 секунды. Именно он и плавит части деталей. А на том месте, где соприкасаются электроды, создается жидкая ванночка диаметром 12 мм.
По истечении времени прохождения импульса детали должны быть еще чуть зафиксированы в нужном направлении. Это для того чтобы они остыли и лучше соединились.
https://youtube.com/watch?v=tf5-uJ_pn-o
Достоинства точечного сваривания видно не вооруженным глазом: низкий ценник на произведение аппарата (его можно собрать в домашних условиях), экономия электроэнергии, надёжность и прочность исполняемых швов, автоматизация (на производствах используют аппараты, производящие около 600 точек в минуту).
Для того чтобы лучше понять принцип сварки рассмотрите ее схему. Если вникнуть в процесс, то станет понятно, что главная задача состоит в нагреве детали до температуры, при которой она плавится. Нагрев в каждом устройстве разный. Поэтому нужно определить какая мощность потребуется вам. Продолжительность нагревания также отличается.
К примеру, сталь из нержавейки нужно греть не продолжительное время, а углеродную дольше. Для надежного соединения нужных деталей потребуется определенное давление. Без него не выйдет надежного сваривания.
Электроды для сварки должны иметь хорошие характеристики тепло проводимости и легко обрабатываться. Поэтому нужно подбирать материалы.
Для таких целей хорошо подойдет бронза, в примесях которой есть кобальт или кадмий, электролитическая медь, сплавы меди, в которых имеется вольфрам или хром.
Сплавы меди марки ЭВ будут лучшим выбором для домашней сварки. Когда делаете сварочный аппарат своими руками нужно помнить что самые тонкие элементы устройства не должны быть больше места плавления.
Иногда требуется соединить пару аккумуляторных батарей, в этом нам также поможет точечная сварка своими руками для литиевых аккумуляторов. Мгновенное сваривание используется практически во всех сферах жизнедеятельности человека. Точечная сварка аккумуляторов поможет создавать надёжные узлы элементов питания. Она отлично справляется с соединением небольших размеров металла.
https://youtube.com/watch?v=mOdn_H2CMk4
Итак, каким образом можно сделать точечную сварку своими руками?
Извлечение трансформатора
Ненужная микроволновая печь легко найдется у друзей, соседей, среди собственного старого хлама. Наш народ привык хранить на всякий случай бывшее в употреблении оборудование, чтобы соорудить из него что-то своими руками.
Достаточно небольшой СВЧ-печки. В большинстве случаев хватит мощности, равной 800-650 Вт. Если значения мощности микроволновки будет выше, возможности сварочного аппарата увеличатся.
![]()
![]()
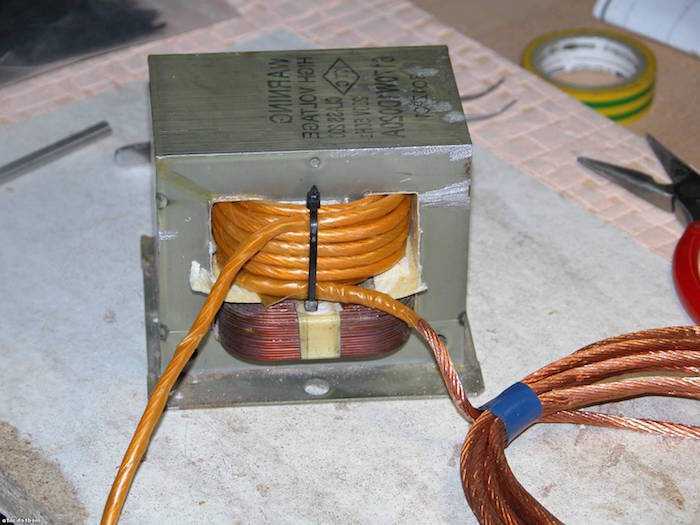
Трансформатор имеет две различные обмотки. Одна является первичной, имеет большее количество витков, используется при подключении к централизованной сети снабжения электричеством.
Другая обмотка – вторичная – имеет меньше витков. Для изготовления сварочного аппарата своими руками она не нужна. Задача умельца состоит в ее аккуратном изъятии из трансформатора микроволновки.
Чтобы не повредить первичную обмотку, которая расположена очень близко к вторичной, можно между ними проложить и зафиксировать металлическую пластину, линейку.
После этого ненужную часть можно спилить ножовкой, не опасаясь повредить витки первичной обмотки
Можно очень осторожно отсечь все ненужное зубилом. Тщательно выверяйте усилия своих рук, чтобы не повредить блоки микроволновки, которые нужно сохранить для сварочного аппарата
Следует повторить процедуру с другой стороны, аккуратно удалив накальную обмотку. После спиливания, из корпуса трансформатора нужно вытащить все провода вторичной обмотки до полного освобождения обеих ниш. Упрощает очистку трансформатора микроволновки высверливание всего лишнего дрелью.

Как протекает процесс сварки?
Первым делом готовится оборудование и свариваемый материал. Перед началом проведения работ вам потребуется обезжирить поверхность, с которой предстоит работать. Для этого используют сначала механическую чистку, а затем обработку химическими веществами. Контактная сварка, своими руками из микроволновки сделанная, может не справиться с металлом, который сильно загрязнен, поэтому его нужно подвергать очистке перед началом проведения работ.
Чтобы сварка была максимально эффективной, необходимо, чтобы у деталей поверхности были идеально плоскими и ровными
Обратите внимание на то, что контактной сваркой можно работать и с алюминием, и с его сплавами, но при этом следует учитывать маленькую особенность. Подготовка материала должна начинаться как минимум за 10 часов до начала проведения работ
Причина в оксидной пленке, которой покрывается алюминий. Она сильно мешает сварке. Важным моментом является значение сопротивления (электрического) между свариваемыми деталями. Эту величину нужно измерять, зажав детали электродами (при этом подача тока на них не должна осуществляться).
Порядок работы
Дополнительные детали и материалы для аппарата:
- ручка на дверку;
- выключатель или временное реле;
- кабель питания;
- медные держатели для электродов (покупаются в местах продажи сварочных агрегатов);
- мощный медный провод с сечением, позволяющим протянуть его в прорези сердечника.
Извлечение трансформатора
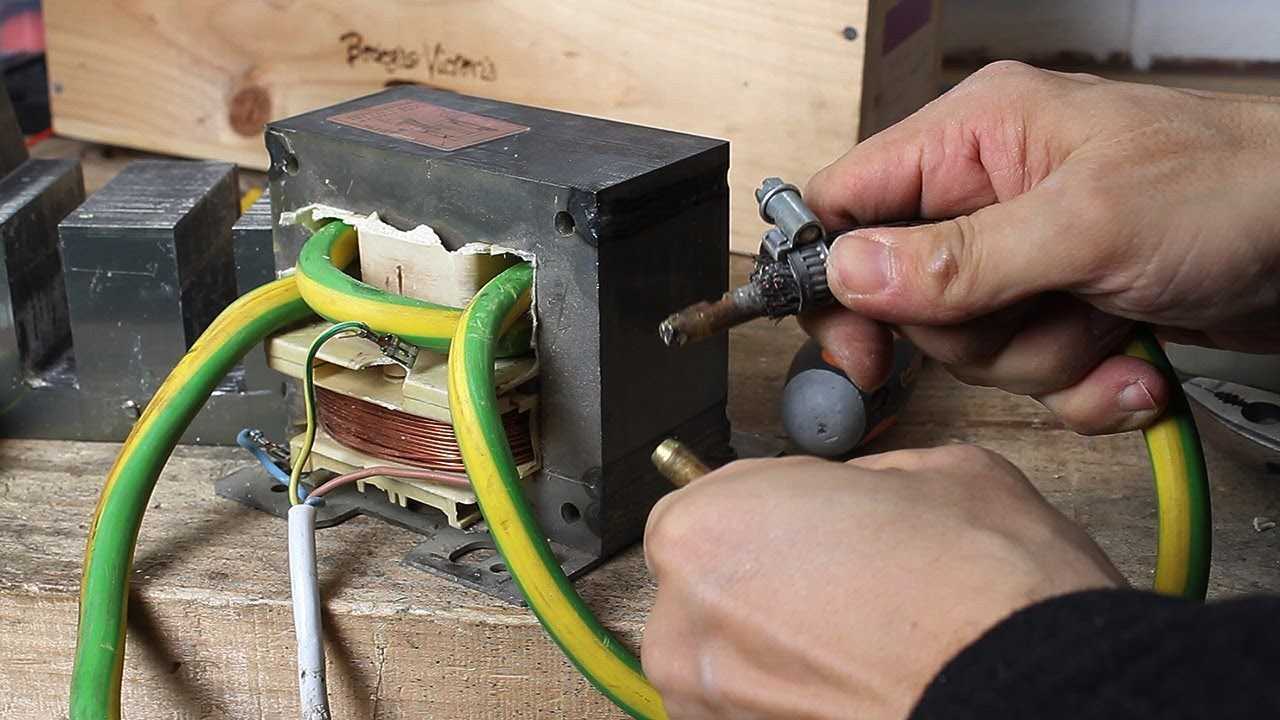
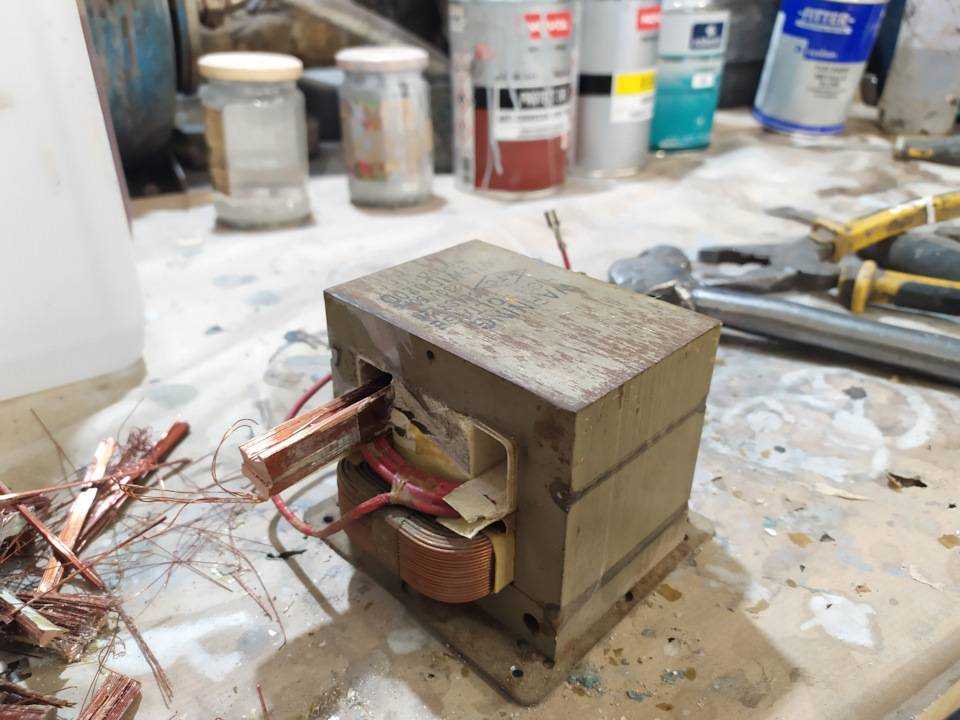
![]() Нужна старая микроволновка. Чем больше ее мощность, тем сильнее будущий агрегат. Из ее внутренностей извлекаем высоковольтный трансформатор. Вся работа своими руками должна вестись очень аккуратно, так как в конструкции имеются элементы, которые могут нанести удар током, даже при выключенном состоянии.
Нужна старая микроволновка. Чем больше ее мощность, тем сильнее будущий агрегат. Из ее внутренностей извлекаем высоковольтный трансформатор. Вся работа своими руками должна вестись очень аккуратно, так как в конструкции имеются элементы, которые могут нанести удар током, даже при выключенном состоянии.
В состав трансформатора входят сердечник, первичная и вторичная обмотки. Первичная выполнена более толстым проводом и содержит мало витков по сравнению с вторичной. Для сборки аппарата точечной сварки понадобится сердечник и первичная обмотка.
Основной частью контактного сварочного агрегата является силовой трансформатор. Для обеспечения высокого сварочного тока он должен иметь достаточный коэффициент трансформации. Трансформатор, питающий магнетрон в микроволновой печи, полностью подходит для таких целей, если его мощность не менее 1 кВт.
Для успешной работы микроволновой печи требуется высокое напряжение, поэтому трансформатор, обеспечивающий питание магнетрону, относится к повышающему типу.
Соединение сердечника выполняется двумя сварочными швами, для разрезания которых своими силами используют маленькую болгарку или ножовку по металлу. Понадобятся молоток и долото, с помощью них можно добраться до обмоток трансформатора.
Удалять вторичную обмотку нужно постепенно, чтобы своими действиями не повредить первичную обмотку, которая нам нужна для дальнейшей работы. Нужно не выгнуть ее и не допустить царапин на поверхности. Кроме этого, в трансформатор могут быть вмонтированы специальные шпунты для ограничения силы тока. Их обязательно убирают.
Вторичная намотка удаляется путем срезания ножовкой, иногда приходится ее высверливать или выковыривать. Если в ней нет особой нужды, лучше обмотку разделить на части и просто выбросить. Сверлить приходится в случае, когда вторичная обмотка нанесена в окне очень плотно и попытка выбить ее может разрушить нужный нам магнитный проводник.
По окончании процесса разборки трансформатора неповрежденными и готовыми к дальнейшему использованию должны остаться первичная обмотка и сердечник, который поделен на две части. Остатки на них бумаги и клея следует очистить с поверхности деталей.
Изготовление нового трансформатора контактной точечной сварки
После того как из старого трансформатора были удалены все ненужные запчасти, производится накладывание витков новой вторичной обмотки. Чтобы получить сильный ток, около 1000 А, используется медный толстый провод.
Допускается применение одного многожильного провода или снопа из нескольких проводов, главное, чтобы их суммарная площадь сечения составляла не менее 100 квадратных миллиметров.
Если провода одеты в толстую изоляцию, ее снимают, а пучок обматывают изолирующей лентой из ткани. Длина провода не должна быть большой из-за возможности создания дополнительного сопротивления.
Выполняют два витка и если на выходе получают напряжение 2В, то можно закончить обмотку. Иногда получается сделать больше витков в окне, тогда напряжение на выходе будет выше, что позволит продлить длительность тока и увеличить мощность агрегата.
Особенности изготовления своими руками контактной сварки из сварочного аппарата
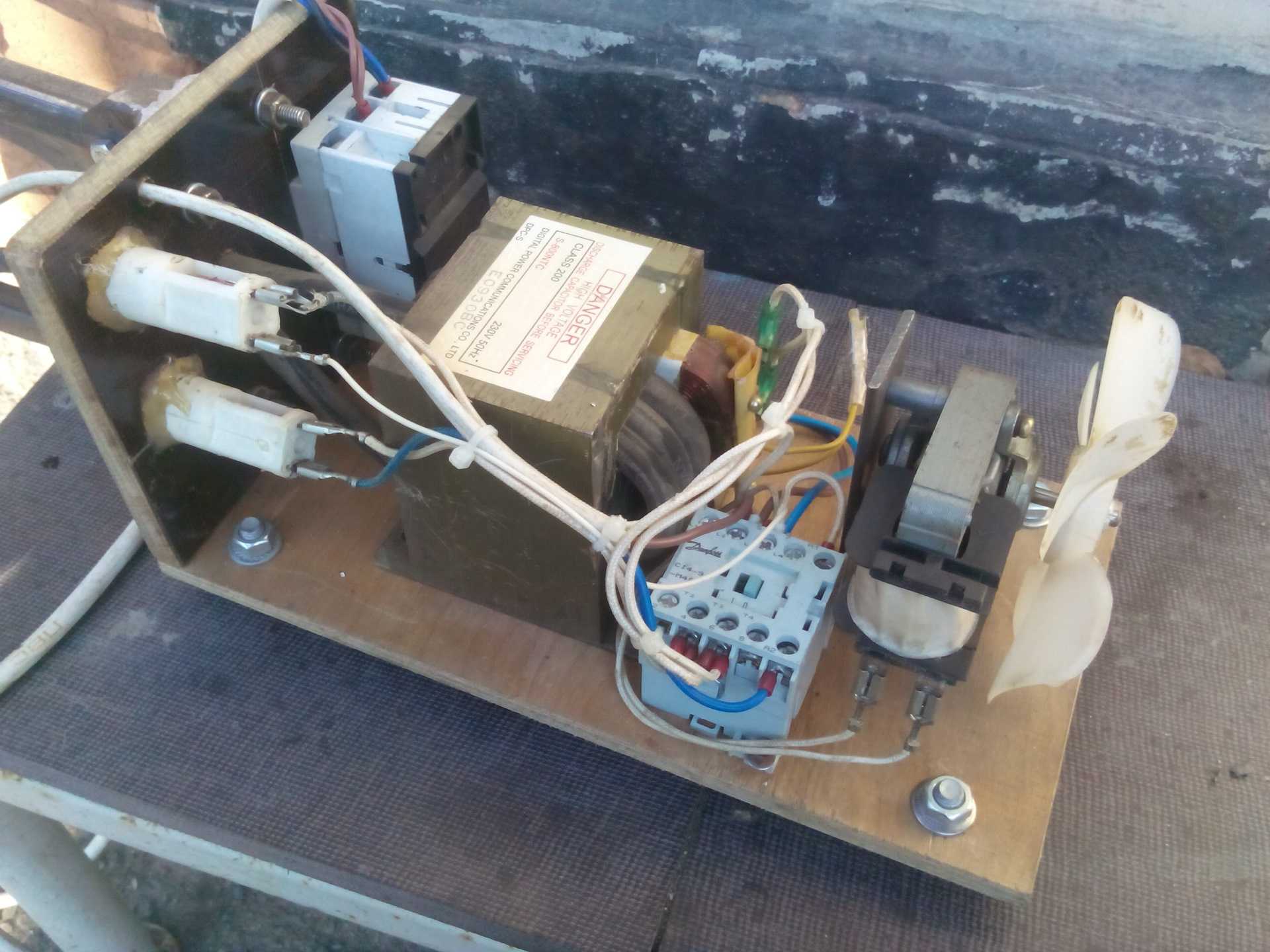
Для сборки агрегата точечной сварки своими руками из сварочного аппарата нам потребуются следующие, ужа знакомые нам элементы: собственно, трансформатор, блок питания, система управления и выключатель.
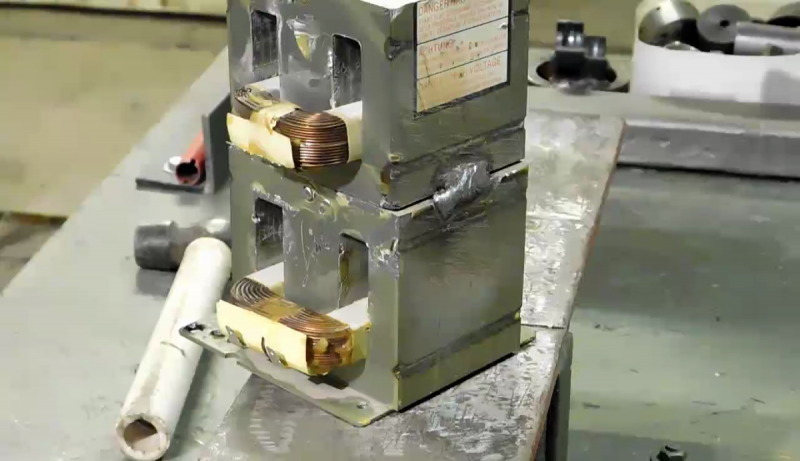
![]() Самодельный сварочный аппарат точечной сварки из инвертора.
Самодельный сварочный аппарат точечной сварки из инвертора.
Для удобства расчета количества витков для перемотки трансформаторной катушки можно воспользоваться формулой N = 50 / S, в которой N является количеством витков, а S – площадью сердечника (см²).
Особенность сборки точечной сварки из инвертора своими руками заключается в том, что прежде всего определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку
Важно качественно заземлить обе обмотки – так как сила тока в таких аппаратах существенно выше
Пошаговая инструкция
- небольшая углошлифовальная машина с отрезным кругом по металлу;
- электродрель или шуроповерт со сверлами;
- молоток и зубило;
- набор слесарного инструмента в виде плоскогубцев, различных отверток и т. п.
Итак, приступаем:
- Берем силовой трансформатор от микроволновой печи и демонтируем вторичную обмотку, она будет большей по объему, главное, не перепутайте. Для этого лучше всего разрезать по краям в месте сварки стальной сердечник и выбить ненужную обмотку молотком и зубилом. Но также можно попробовать аккуратно срезать болгаркой или ножовкой по металлу выступающие края этой обмотки, а оставшиеся ее части в стальном сердечнике просто выбить зубилом.
- Изготавливаем вторичную обмотку нашего будущего сварочного трансформатора. Для этого нам понадобится отрезок медного изолированного провода сечением примерно в 50 мм2 или около 8-10 мм в диаметре (визуально в палец толщиной) и длиной в 70-100 сантиметров. Основным условием при выборе такого провода — это то, что он должен быть обязательно новым и неповрежденным.
Наматываем этот медный проводник на центральный магнитопровод стального сердечника нашего трансформатора так, чтобы получилось два-три полных витка. Причем это надо сделать таким образом, чтобы витки на магнитопроводе были серединой медного проводника, а оставшиеся концы были примерно равными по длине.
- Собираем сварочный трансформатор. Для этого разобранные части стального магнитопровода устанавливаем на место их ровно так, как они стояли, предварительно перед этим смазав места контакта эпоксидной смолой или другим клеем, подходящим для этих целей. Зажимаем всю конструкции в тисках и ждем полного затвердевание клея.
Конечно, если есть возможность, то можно сварить эти части магнитопровода, но при этом необходимо надежно защитить обмотки трансформатора от возможного повреждения расплавленным металлом или искрами.
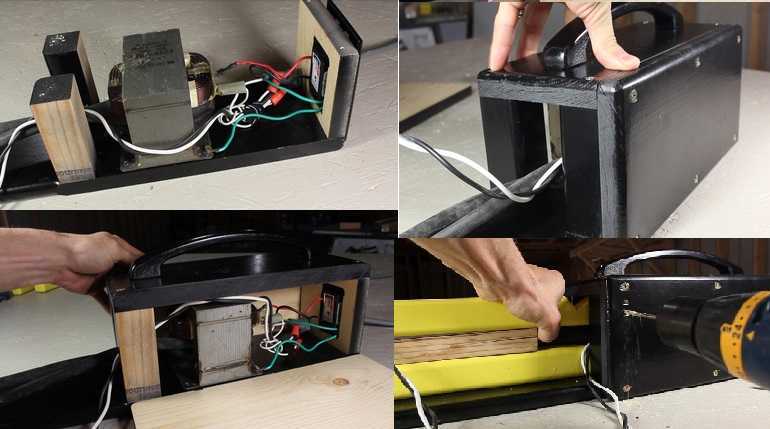
- Закрепляем изготовленный сварочный трансформатор на платформе, лучше всего для этого взять какое-нибудь изолированное основание в виде прочной пластмассовой пластины, деревянной доски или толстой фанеры. Размерами примерно по ширине в 150 мм и длиной от 300 до 700 мм, что будет определять в дальнейшем глубину свариваемой заготовки.
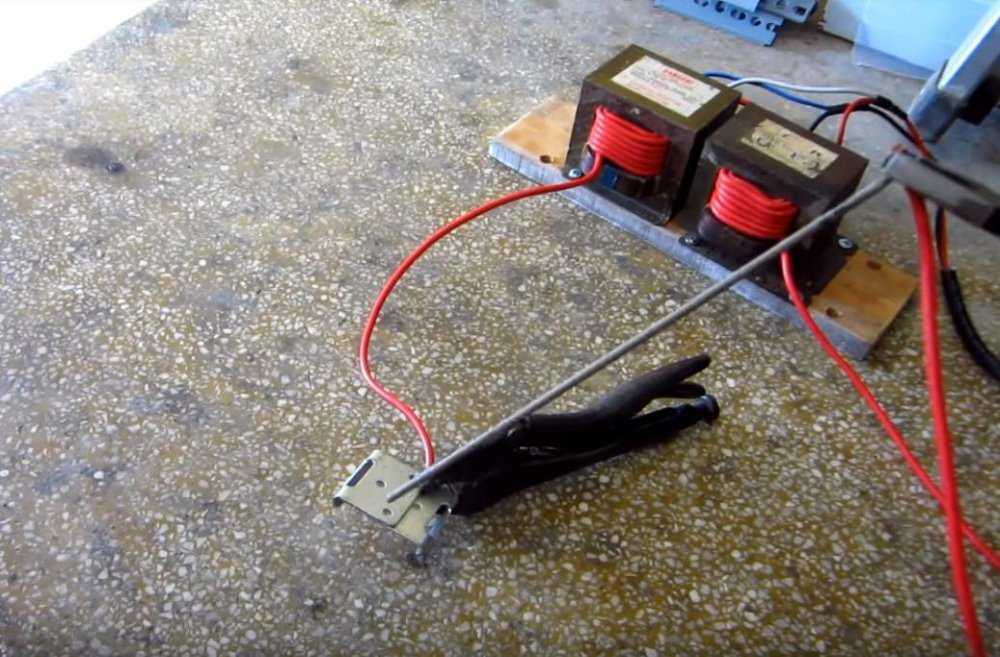
- Далее, изготавливаем сварочные контакты. Причем один из них должен быть неподвижный и выдерживать большие нагрузки, поэтому делаем его из прочного кронштейна, который жестко закрепляем на основании трансформатора. К этому кронштейну с помощью медного наконечника подключаем один из концов провода вторичной обмотки.
Другой контакт необходимо выполнить подвижным так, чтобы он мог ровно смыкаться с неподвижным, но в не рабочем состоянии быть нормально разомкнутым. Для этого делаем конструкцию второго контакта в виде рычага, который закрепляем на основании и подпружиниваем с помощью эластичной резиновой ленты или стальной пружины. На рычаге крепим кронштейн сварочного контакта, на который подключаем второй, оставшейся провод вторичной обмотки сварочного трансформатора.
Сварочные контакты проще всего сделать из медного прута 10-20 мм в диаметре, сделав при этом конусообразные заострения на концах. Можно, конечно, использовать специально предназначенные для контактной сварки стержни из вольфрама или на основе сплавов бериллиевой бронзы с цирконием.
- В завершение делаем электрическую часть , то есть подключаем первичную обмотку к сети 220 В. Для этого также можно воспользоваться шнуром питания с вилкой от нашей разобранной микроволновой печи, тем более он там больше уже не нужен.
Микровыключатель ставим на разрыв первичной обмотки, то есть сети 220 В, а расположить его удобней всего, закрепив на рычаге подвижного контакта.
- Все, точечная сварка из микроволновки готова. Вам остается для начала потренироваться, чтобы понять, как протекают основные процессы сварки для различных металлов в зависимости от формы и толщины изделий. А вот после этого можно приступать к практическому применению вашего аппарата контактной сварки по непосредственному предназначению.
Основные компоненты для сборки
Для сборки и испытаний самодельного споттера нужны следующие комплектующие и расходные элементы:
- Корпус. Коробчатая конструкция из листового металла с передней и задней панелями. Обязательно наличие вентиляционных отверстий и клеммы заземления.
- Источник питания. В самом простом виде это переделанный своими руками трансформатор с защитным автоматом в первичной цепи.
- Кабели питания. Сварочный кабель должен иметь клемму для подключения к питанию и резьбовой контакт для присоединения к пистолету, а кабель массы — клемму и контактную площадку для сварного присоединения к кузовной детали.
- Схема управления. В минимальном варианте включает в себя кнопку-выключатель на пистолете, реле отключения входного напряжения, провода управления и блок питания цепи управления.
- Сварочный пистолет. На одном конце находится контактное резьбовое соединение для присоединения электродов и адаптеров, а на другом — гнездо для подключения сварочного кабеля.
- Оснастка. В базовом варианте включает в себя электроды для шайб и шпилек, обратный молоток и адаптер для подключения угольного электрода.
![]()
Сборка обратного молотка (инопуллера) своими руками
Для того чтобы собрать обратный молоток своими руками, необходимы следующие детали:
- стальной пруток длиной 60 см, диаметром 17 мм, с резьбой на обоих концах;
- стальная втулка со сквозным отверстием диаметром 15 мм, длиной 15 см и диаметром 40 мм;
- возвратная пружина;
- гайки и шайбы ограничителя хода;
- адаптеры для крепления электродов.
Вначале на конец прутка, предназначенный для крепления в пистолет, надевается шайба и плотно затягивается гайка. Затем пруток пропускается через втулку и возвратную пружину. На последнем этапе на нижнюю резьбу крепятся шайба и гайка, а затем навинчивается адаптер электрода. Во время работы массивная втулка будет отталкиваться от пружины и совершать возвратно-поступательные движения между двумя шайбами.



Изготовление рабочего пистолета
Фирменные пистолеты для споттера обычно выпускают в виде устройств с пистолетной рукояткой. Многое из того, что изготавливают народные умельцы своими руками, только условно можно назвать «пистолетом». Нередко это просто цилиндр с кнопкой и клеммой для подключения кабеля на торце. Это связано с тем, что пистолет для споттера состоит всего из трех деталей: корпуса, контактного стержня и выключателя. Контактный стержень обычно изготавливают из латуни. На одном его конце находится резьба для крепления обратного молотка, а на другом — зажим для подключения питания. Для тех, делает такие устройства собственными руками, поместить его в пистолетный корпус или использовать как есть — дело личных предпочтений. При этом, несмотря на низкое напряжение сварки, он должен быть обязательно заизолирован: таковы требования правил техники безопасности.
![]()
Трансформатор для споттера
Для изготовления источника питания для споттера подойдет любой трансформатор. В Интернете распространены видео изготовления аппаратов точечной сварки на основе трансформаторов микроволновок и других бытовых приборов
При этом авторы этих поделок не сообщают, на какой ток рассчитаны их устройства, а это очень важно, т. к
проплавление поверхности металла при работе споттера должно происходить за доли секунд, никак не проявляясь с обратной стороны детали. Фабричные аппараты имеют мощность 3÷5 кВт при напряжении холостого хода 7÷8 В (напряжение при сварке – 1.5÷2 В). Для споттера, собранного своими руками и предназначенного только для кузовного ремонта, достаточно мощности 1.5÷2 кВт. Рассчитать, сколько должно быть витков во вторичной обмотке трансформатора, несложно. Для этого количество витков первичной обмотки (новой) надо разделить на частное от деления 220 на 7÷8. Обычно получается буквально несколько витков.
Схема блока управления
В Интернете достаточно много электронных схем, которые подписаны как блоки управления споттерами. Некоторые из них относятся к промышленным образцам установок точечной сваркой (в том числе и старым), другие изобилуют электронными компонентами и обладают избыточными параметрами, а ряд схем вообще не имеет отношения к нашей теме. Во многих из предлагаемых устройств реализованы регулировки тока и напряжения холостого хода, а также управление длительностью сварочного импульса. Их изготовление предполагает определенную квалификацию, а применяемые детали не так уж и дешевы. Выбор одной из таких схем целесообразен, если предполагается делать споттер для коммерческого использования в небольшой автомастерской. А для устройств, которые изготавливаются своими руками и используются в домашних условиях, имеются более простых решений.
Управление самодельным аппаратом
Чтобы прибор не вышел быстро из строя, нужно знать не только как сделать устройство, но и как работать с ним, какой режим выбирать. Управление аппаратом не вызывает затруднений даже у начинающего пользователя. Для работы применяют 2 элемента:
- Рычаг, отвечающий за расстояние между электродами. Правильный выбор параметра обеспечивает надежный контакт свариваемых деталей. Рычаг снабжают винтовыми элементами, повышающими силу сжатия. При подготовке аппарата к работе ручку отводят вверх, что предотвращает замыкание электродов. Для этого к рычагу прикрепляют пружину нужной жесткости.
- Выключатель. Отвечает за пуск тока на контакты. Выключатель подсоединяют к первичной обмотке трансформатора. Если деталь используется в качестве прижимного элемента, ее располагают на рычаге. Это освобождает вторую руку сварщика, позволяя придерживать свариваемые заготовки. Качество сварных швов повышается.
Сварное оборудование надежно закрепляют на рабочем столе, используя струбцины подходящего размера. Иначе при нажатии на рычаг аппарат смещается, что приводит к ухудшению качества соединения.
Принцип действия контактной сварки
Контактная или точечная сварка работает по очень простой схеме. Между латунными или медными электродами расположены металлические заготовки, прижатые друг к другу. Под действием электрического тока, пропускаемого через них, место сварки нагревается докрасна. В результате, детали приобретают пластичность, а место стыка переходит в жидкое состояние. Диаметр этой области составляет примерно 12 мм. Под влиянием давления обе жидкие среды перемешиваются и, таким образом, детали оказываются сваренными между собой.
Процесс подачи тока и последующий разогрев выполняются импульсом. После его воздействия обе детали остаются зафиксированными в изначальном положении, до того момента пока они не начнут остывать. Данная схема является основой работы контактной сварки. Она успешно применяется при самостоятельном изготовлении. К основным преимуществам данного вида сварки можно отнести экономичный режим работы, соединения с высокой прочностью, простое устройство аппарата, возможность автоматизировать технологический процесс при больших объемах работ. Существенным минусом является отсутствие герметичности швов, хотя в некоторых случаях это необязательное требование.![]() Продолжительность сварочного процесса при необходимости должна изменяться. В точке сварки создается значительное давление, которое максимально увеличивается к концу нагрева. Материал для электродов должен иметь высокую тепло- и электропроводность. На рабочем конце электрода площадь контакта как правило ниже размеров сварочного шва примерно в 2-3 раза.
Продолжительность сварочного процесса при необходимости должна изменяться. В точке сварки создается значительное давление, которое максимально увеличивается к концу нагрева. Материал для электродов должен иметь высокую тепло- и электропроводность. На рабочем конце электрода площадь контакта как правило ниже размеров сварочного шва примерно в 2-3 раза.
Точечная сварка из микроволновки — DRIVE2
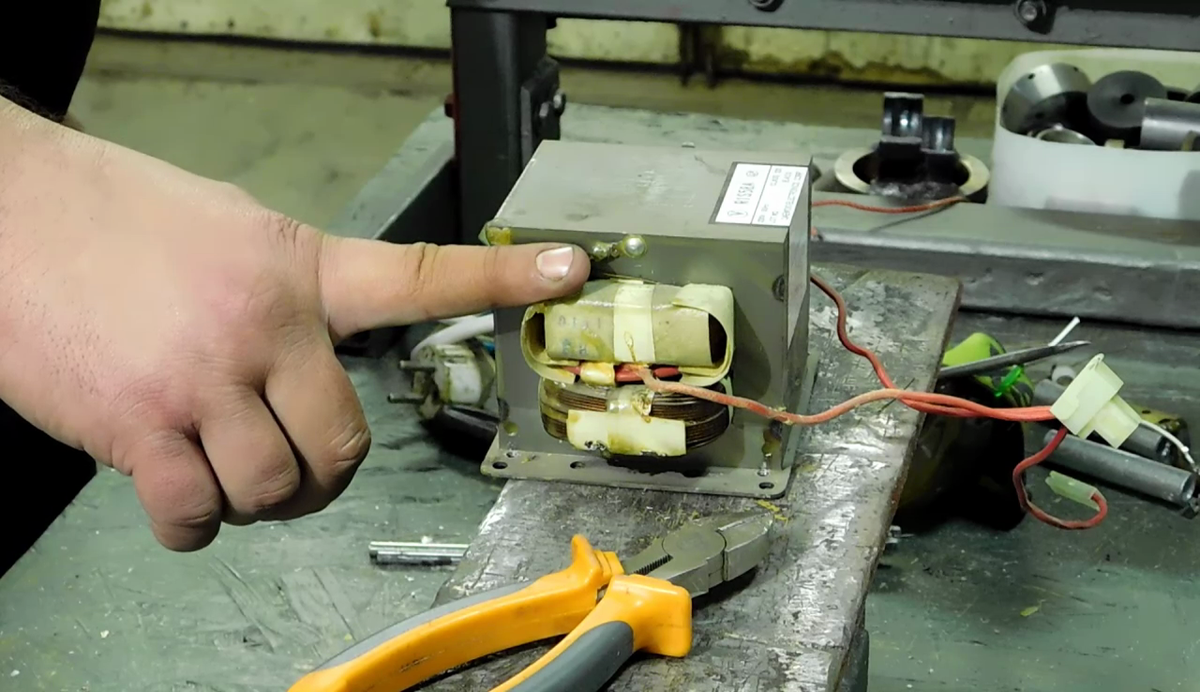
Всем доброго времени суток! И так начну. Как то видел на просторах интернета точечную сварку из трансформатора микроволновки и решил сделать и себе. Разобрал микроволновку, достал трансформатор с сетевым фильтром микроволновки. Дальше Распилил по сварным швам трансформатор для удобства демонтажа старой вторичной обмотки и намотки новой!
![]()
Для удобства сборки намотал скотч на сердечник чтоб обмотка лучше скользила при запрессовке
![]()
Это в утиль
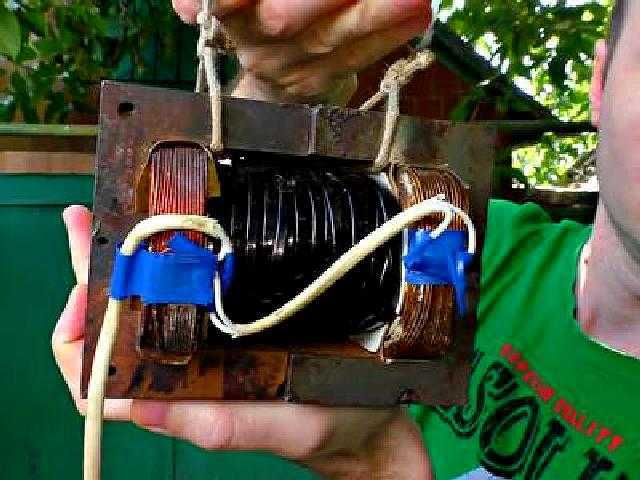
Первичную обмотку я оставил родную, а вторичную намотал проводом КГ-35 квадратов меди, на намотку ушел 1 метр, но чтоб выводы были по длиннее советую брать 2 метра провода. Намотал 3 витка без1/4 витка.
![]()
Первичку ставим на место
![]()
Вторичка на месте
![]()
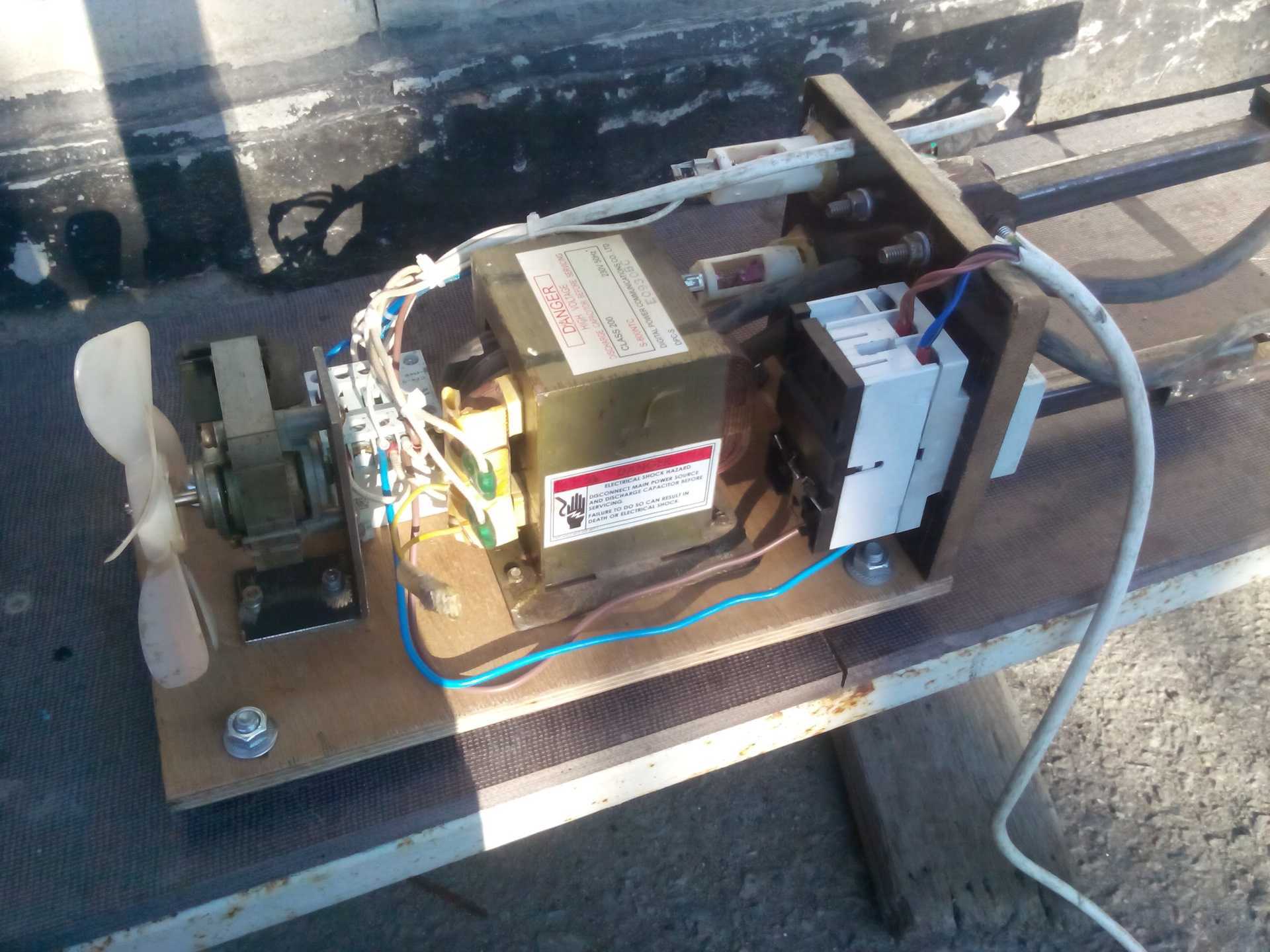
Да, еще между обмотками трансформатора стаял шунты из того-же трансформаторного железа, нужны они для ограничения тока магнитрона печки, чтоб он не пошел в разнос, я их для сварки убрал!
![]()
Это фото нашел в интернете, а то свое забыл сделать
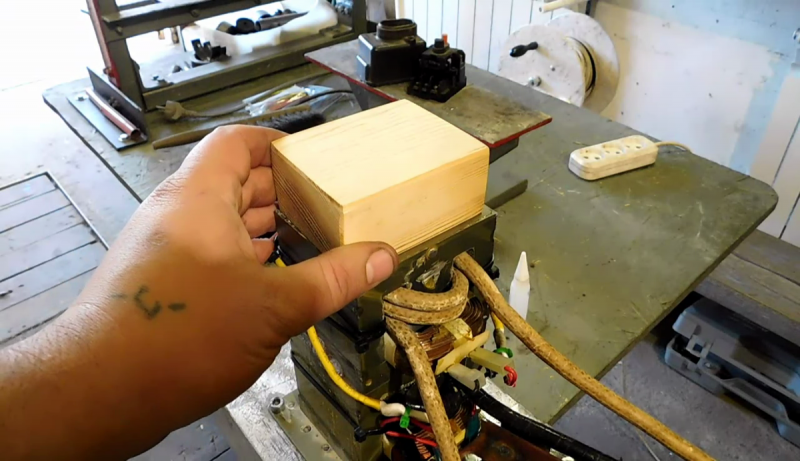
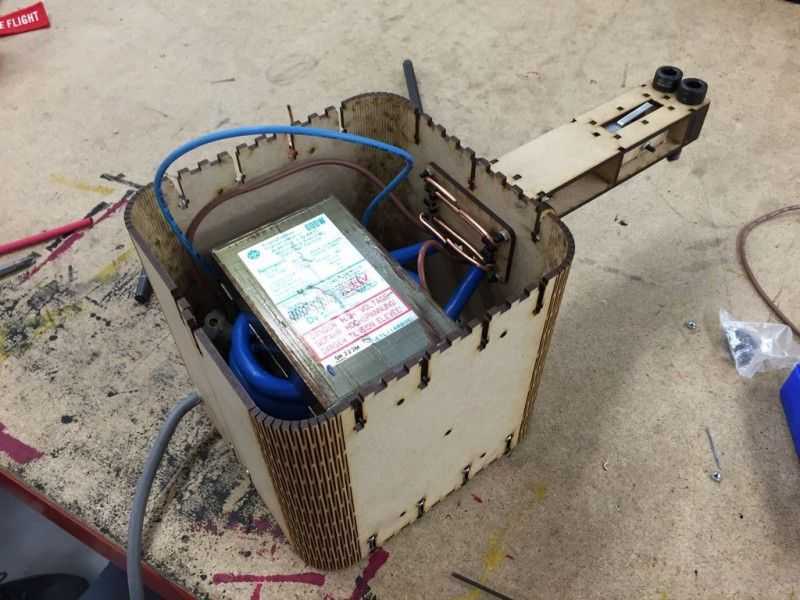
Сварил обратно трансформатор. Варил его сжав в тисках и сначала точечно прихватив все углы и стороны, а потом варил по одному шву давая остыть трансформатору, чтоб не погорела проводка его! Дальше из той же микроволновки сделал корпус для будущего аппарата.
Потом пошла сборка: сетевой провод остался от микроволновки, потом сетевой фильтр, автомат на 25А — можно и на 16А но у меня был только на 25А. Купил наконечники 35/10 — 35 это под квадрат провода, а 10 это отверстие под болт на 10.
Залудил кончики проводов и залудил наконечники, лудил в тигеле с припоем, а перед этим протравив в ортофосфорной кислоте. Далее спаял наконечники с проводниками и завершил сборку аппарата.
![]()
Напайка наконечников
![]()
![]()
![]()
Далее было испытание: включил, замерил выходное напряжение, оно было равно 2.5 вольта, Протекающий ток на вторичной обмотке, под нагрузкой замерить было не чем так как токовые клещи уехали на поверку. Для эффектного испытания перед своими сотрудниками на работе брал гвозди 150-250 или проволоку 6мм.








Во время испытания контролировал нагрев вторичной катушки, во избежание ее перегрева и выхода ее из строя. В общем 6мм проволоки перегорает за 6-8 сек, а после каждого (выпендривания) температура на трансформаторе поднимается на 8-10 градусов.
Думаю поставить еще электронный термометр для контроля нагрева или термо защиту.
Вот эл. схема. как смог нарисовал, формат с кампа не поддерживается, пришлось сфоткать и залить
Для использования аппарата для точечной сварки, будут сделаны медные электроды, аппаратом варил даже скрутки медных проводов, правда медно-графитовый электрод очень сильно нагревается и его нужно менять на стальной. Так же аппаратом можно разогреть заржавевшие болты и гайки, а потом после остывания их выкрутить.
https://youtube.com/watch?v=xZ4cV9-5wsQ
Вот такой электрод использовал
Кому не сложно спасибо за репост, может кому еще пригодится тема!Всем супер драйва и хорошего настроения!
Создание рабочей части
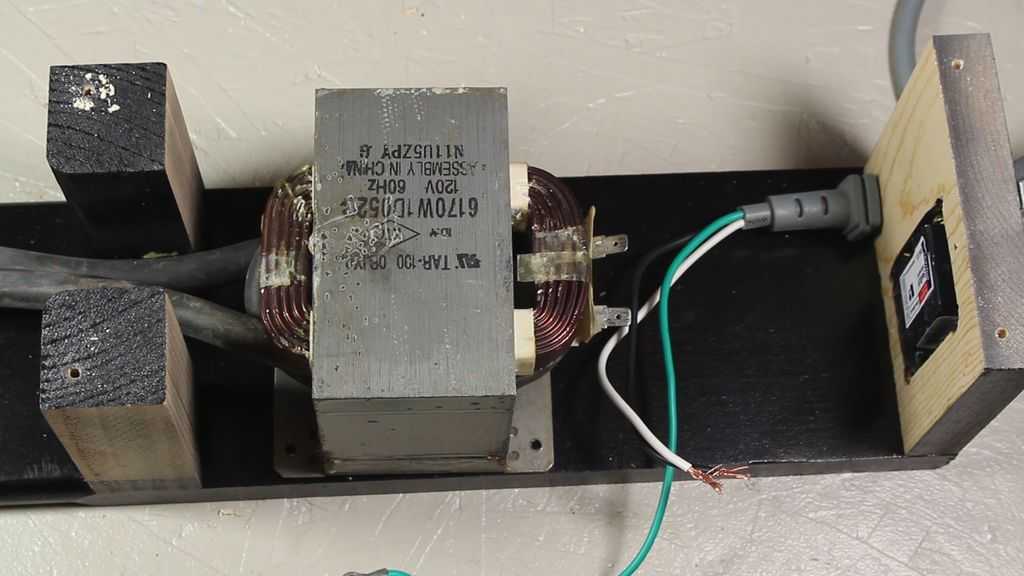
Для выполнения контактной сварки на самодельном аппарате из микроволновки необходима рабочая часть устройства, позволяющая быстро соединять электроды, и зажимать изделие между ними. В качестве нижнего основания можно использовать профиль, штангу или деревянный брус. Один его конец крепится к корпусу саморезами для жесткой фиксации. На второй край подсоединяется нижний электрод, которому подводится кабель от трансформатора. Чтобы провод не болтался, его стоит примотать к штанге.
Верхняя часть должна быть подвижна. Это будет рычаг. В качестве оси может выступать длинный гвоздь, а стойки по бокам изготавливают из двух брусков или профилей. Желательно не оставлять зазоров между стойками и основанием рычага, иначе это снизит точность соответствия верхней и нижней части, что отразится на точности сварки. В нерабочем состоянии рычаг самостоятельно отводится вверх для предотвращения произвольного замыкания контактов и беспрепятственного доступа к заведению изделия. Для этого, к его основанию крепят пружину с карбюратора достаточной жесткости. Способы такого крепления есть на видео в Сети.
Чем короче рычаг, тем сильнее придется сдавливать его руками. Поэтому оптимальная длина, создающая нужную нагрузку при сварке, будет от 500 мм. На верхнем окончании рычага предусматривается кнопка, запускающая разряд сварочного импульса. Кабель и провода тоже фиксируются к рабочей части для предотвращения порывов и зацепок об изделие. Для удобства нажима, на верхний рычаг стоит прикрепить рукоятку от паяльника.



